Ultrasonic flaw detection of welded steel pipe can be divided into full pipe ultrasonic flaw detection and weld seam ultrasonic flaw detection.
Ultrasonic flaw detection of welded steel pipe body:
The ultrasonic flaw detection of welded pipe body is mainly divided into direct contact method and liquid immersion method.
(1) Direct contact method
A thin layer of couplant is coated between the ultrasonic probe and the detection surface of the specimen, so it can be regarded as direct contact between the two. The direct contact method is easy to operate, the flaw detection pattern is relatively simple, the judgment is easy, and the detection sensitivity of defects is high, so it is the most used method in actual flaw detection.
However, this method has higher requirements on the accuracy of the detection surface of the tested specimen.
(2) Liquid immersion method
The method of immersing the ultrasonic probe and the workpiece in the liquid and using the liquid as the coupling agent for flaw detection is called the liquid immersion method.
The couplant can be oil or water. The liquid immersion method is divided into full immersion and partial immersion. This method is suitable for test pieces with rough surfaces, the probe is not easy to wear, the coupling is stable, the detection results have good repeatability, and it is convenient to realize automatic flaw detection.
However, in the liquid immersion method, the propagation attenuation of the sound wave in the pipe wall is very serious. A better solution is to use the water film method instead of the water immersion method for acoustic coupling.
Ultrasonic flaw detection of welded steel pipe welds:
(1) Off-line flaw detection of welded seam The welded pipe is sent to the flaw detection area by the transmission roller table, the rotating idler is raised, and the welded seam of the steel pipe is manually rotated on the idler to a certain point of the welded seam.
The flaw detection trolley runs, and each group of probes falls on the welded pipe with a delay in order. The couplant used for flaw detection is the emulsion of the welded pipe production line, which is automatically sprayed on the weld and both sides after receiving the sensing signal.
Because the ultrasonic off-line system is arranged after water-cooling and air-cooling, the influence of weld deviation becomes very important. Therefore, in the offline flaw detection of welds, two groups of 6 probes are used for the longitudinal linear defect detection of welded pipe welds, and each group has 3 probes. They are distributed on both sides of the weld for bidirectional detection, occupying a total of 6 channels, and can detect flaws within the range of weld torsion (deviation) 15mm.
The flaw detection coverage of a single longitudinal probe is 12.7mm in the vertical direction of the weld (6.4mm on both sides of the weld), and there is no blind area coverage in the direction of the weld thickness (maximum 13.72mm) in the 12.7mm wide area in the vertical direction of the weld.
A small amount of torsion (deviation) of the steel pipe weld should also be considered in the detection of transverse linear defects and point defects of the weld.
Therefore, two groups of 6 probes are used, 3 probes in each group, distributed front and back, even if the weld seam is twisted (deviated), the probes can always cover the flaw detection area. Due to the wide coverage area, the weld seam and the left and right 5mm can be scanned in and out to achieve two-way detection of full weld seam coverage, which better guarantees the quality control accuracy of flaw detection. The horizontal probes occupy 6 channels in total. The device occupies a total of 12 channels.
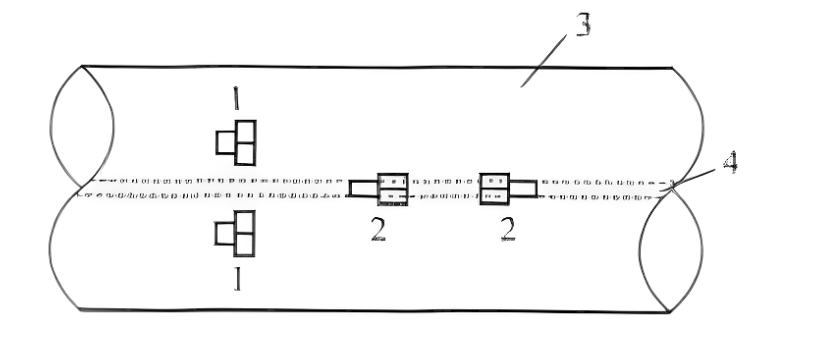
1——longitudinal probe 2——transverse probe 3——welded pipe body 4——welded pipe weld
In order to prevent the wear of the probe and minimize the direct contact between the probe and the welded pipe, the steel pipe enterprise and the flaw detection equipment production and research institute jointly designed and studied the upgrade and improvement of the probe shoe and probe cover.
In the upgrading of flaw detection equipment, most welded pipe production plants have adopted the control mode of off-line flaw detection PLC + industrial computer to improve equipment control accuracy and avoid blind spots at pipe ends. Most flaw detection systems use paired probes to realize coupling monitoring. Two probes form a pair, symmetrically located on both sides of the weld, and the trigger time is different.
One of them triggers at the repetition rate period, while the other triggers at a delay of 1/2 the repetition rate period.
If the coupling is good, one of the probes of the pair should pick up the other's transmission during the repeated frequency cycle.
This "time-sharing mutual coupling monitoring" method can save flaw detection speed and defect feedback time, monitor defect position and size more accurately and timely, and improve flaw detection efficiency.
(2) Weld seam manual flaw detection The strict judgment of defects detected by offline weld seam flaw detection needs to be confirmed by manual flaw detection.
Appearance inspection shall be carried out on the weld seam and flaw detection surface before manual re-examination confirmation. The appearance quality shall comply with the relevant standards.
The flaw detection inspector must check the detection equipment, whether the instrument is placed in the correct position and direction, whether the coupling agent and the detection joint are correct.
The flaw detection equipment should be calibrated before the manual re-examination starts. After the first calibration, the second calibration should be performed every 3 to 4 hours, and the flaw detection equipment should be calibrated again at the end of the inspection.
After the weld position is aligned, apply couplant (emulsion) on both sides of the weld for formal flaw detection;
For steel pipes with unqualified weld flaw detection, mark the defective parts and make detailed records.
Go here to learn more about "SAW vs ERW and EFW Welded Steel Pipe"





 sales@hu-steel.com
sales@hu-steel.com English
English Español
Español